Wetenschap
Hoe ultrasoon lassen werkt
 De materialen in het bovenste gedeelte van deze New Balance-sportschoen zijn geassembleerd door ultrasoon lassen in plaats van traditioneel naaien. Foto met dank aan Kenneth Straka, Nieuw evenwicht
De materialen in het bovenste gedeelte van deze New Balance-sportschoen zijn geassembleerd door ultrasoon lassen in plaats van traditioneel naaien. Foto met dank aan Kenneth Straka, Nieuw evenwicht In de muzikale komedie uit 1982 "Victor Victoria, " Julie Andrews zingt een hoge noot aan het einde van de Parijse cabaretact van haar personage. Ze houdt de noot vol en champagneglazen rond de kamer versplinteren. Dit demonstreerde op briljante wijze hoe hoge tonen of hoogfrequente geluiden materialen uit elkaar kunnen halen. Maar wist je dat dat hoogfrequente geluiden kunnen worden gebruikt om materialen aan elkaar te hechten?Een technologie genaamd ultrasoon lassen wordt gebruikt om producten uit vele industrieën te assembleren - variërend van medische apparaten tot sportschoenen tot auto's.
Typisch, u kunt materialen verlijmen met bevestigingsmiddelen zoals spijkers, schroeven of schroefdraad. Dit is geschikt voor metalen, hout, stoffen en kunststoffen. Voor veel kunststoffen lijmen worden gebruikt; lijmen vormen chemische verbindingen tussen de lijm zelf en de oppervlakken van de gebonden kunststofmaterialen. Metalen kunnen bij elkaar worden gehouden door andere metalen als bindmiddel te verhitten, zoals loodsoldeer in elektrische verbindingen. Alternatief, de metalen kunnen direct aan elkaar worden gesmolten (lassen); zodra de gesmolten metalen oppervlakken afkoelen, de metalen hechten zich aan elkaar. Lassen vereist meestal een open vlam of toorts om de hoge temperaturen te bereiken die nodig zijn om de metalen oppervlakken samen te smelten. Dus, het kan een duur proces zijn voor sommige productietaken.
een nieuwe, meer kosteneffectieve lasmethode werd geïntroduceerd in de jaren 1940. De techniek, ultrasoon lassen, gebruikte hoogfrequente geluidsgolven en druk om metalen aan elkaar te binden en vereiste minder energie dan conventioneel lassen. Ultrasoon metaallassen ontwikkelde zich in de jaren vijftig tot en met de jaren negentig toen de elektronica die in de apparatuur werd gebruikt, geavanceerder werd en computers het proces konden regelen. Sinds deze tijd, de techniek is toegepast op kunststoffen, waar het echt populair is geworden.
In dit artikel, we zullen kijken naar de apparatuur en het fysieke proces van ultrasoon lassen, hoe New Balance het heeft gebruikt om sportschoenen te maken, en de voor- en nadelen van deze techniek. Eerst, laten we eens nader bekijken hoe geluidsgolven materialen binden, zowel metaal als kunststof.
Speciale dankWe willen Kenneth Straka bedanken, Senior productontwikkelaar voor New Balance, voor zijn hulp bij dit artikel.
Inhoud
- Ultrasoon lassen en wrijving
- Ultrasoon lassen stap voor stap
- Ultrasoon lassen in actie
- Waarom ultrasone lasmethoden gebruiken?
Ultrasoon lassen en wrijving
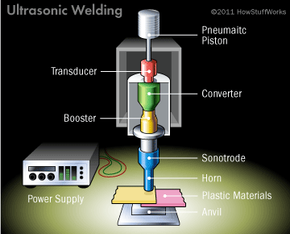 Diagram van ultrasoon lasmechanisme Afbeeldingscredit HowStuffWorks
Diagram van ultrasoon lasmechanisme Afbeeldingscredit HowStuffWorks Wrijf je handen snel over elkaar. Iets opmerken? Ze warmden op, Rechtsaf? Als je een hamer neemt en snel en herhaaldelijk op een metalen oppervlak slaat, je zult merken dat de plaats waar de hamer op het metaal slaat, opwarmt, te. In deze beide voorbeelden de warmte is te wijten aan wrijving. Stel je nu voor dat je duizenden keren per seconde in je handen wrijft of op die hamer slaat. De gegenereerde wrijvingswarmte kan de temperatuur in zeer korte tijd aanzienlijk verhogen. In principe, hoogfrequent geluid (echografie) veroorzaakt snelle trillingen in de te lassen materialen. De trillingen zorgen ervoor dat de materialen tegen elkaar wrijven en de wrijving verhoogt de temperatuur op de oppervlakken die in contact komen. Deze snelle wrijvingswarmte bepaalt de voorwaarden waaronder de materialen aan elkaar kunnen binden.
Ultrasoon lasapparatuur heeft vier hoofdonderdelen. Een voeding zet laagfrequente elektriciteit (50-60 Hz) om in hoogfrequente elektriciteit (20 - 40 kHz; 1 kHz =1000 Hz). Volgende, een transducer of converter verandert de hoogfrequente elektriciteit in hoogfrequent geluid (echografie). Een booster maakt de ultrasone trillingen groter. Eindelijk, een hoorn of sonotrode focust de ultrasone trillingen en levert deze aan de te lassen materialen. Naast deze stukken er is een aambeeld waarop de gelaste materialen worden gestapeld en vastgehouden. Er is ook een methode om kracht uit te oefenen (meestal luchtdruk geleverd door een pneumatische zuiger) om de materialen bij elkaar te houden tijdens het lassen.
Dus welke materialen en industrieën profiteren van dit slimme proces? Ultrasoon lassen van kunststoffen wordt veel gebruikt bij het maken van elektronica, medische apparatuur en auto-onderdelen. Bijvoorbeeld, ultrasoon lassen wordt gebruikt om elektrische verbindingen te maken op computerprintplaten, en assembleer elektronische componenten zoals transformatoren, elektromotoren en condensatoren. Medische apparatuur, zoals katheters, kleppen, filters en gezichtsmaskers worden ook geassembleerd met behulp van ultrasoon lassen. De verpakkingsindustrie gebruikt deze techniek om films te maken, assembleren buizen en blisterverpakkingen. Zelfs Ford Motor Company heeft onderzoek gedaan naar het gebruik van ultrasoon lassen om aluminium chassis in auto's te maken.
Nu u de basis kent achter ultrasoon lassen, laten we eens kijken naar het lasproces zelf.
Ultrasoon lassen stap voor stap
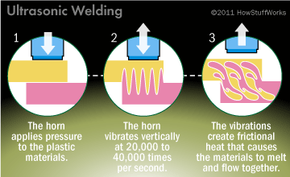 Diagram van ultrasoon lasproces Image credit HowStuffWorks
Diagram van ultrasoon lasproces Image credit HowStuffWorks Het basisproces van ultrasoon lassen kan worden beschreven door de volgende stappen:
- De te lassen delen worden in het aambeeld of armatuur geplaatst.
- De hoorn maakt contact met de te lassen delen.
- Er wordt druk uitgeoefend om de hoorn in contact te houden met de gelaste materialen en om ze bij elkaar te houden.
- De hoorn levert ultrasone trillingen om de materialen op te warmen. De trillingen bewegen minder dan een millimeter op en neer of van links naar rechts.
- De materialen zijn aan elkaar gelast.
- De hoorn wordt ingetrokken en de gelaste materialen kunnen van het aambeeld worden verwijderd.
De lastijden, toegepaste drukken en temperaturen worden geregeld door een computer of microprocessor in het lasapparaat. En wat er werkelijk gebeurt tijdens het lasproces hangt af van de aard van de materialen. bij metalen, de ultrasone trillingen worden parallel aan het vlak van de materialen geleverd. De wrijvingswarmte verhoogt de temperatuur van de metalen oppervlakken tot ongeveer een derde van de smelttemperatuur, maar smelt de metalen niet. In plaats daarvan, de hitte verwijdert metaaloxiden en films van de oppervlakken. Hierdoor kunnen de metaalatomen tussen de twee oppervlakken bewegen en bindingen vormen die de metalen bij elkaar houden.
In het geval van kunststoffen, de trillingen staan loodrecht op het vlak van de materialen en de wrijvingswarmte verhoogt de temperatuur voldoende om de kunststoffen te smelten. De plastic moleculen vermengen zich en vormen bindingen. Bij afkoeling, de kunststof oppervlakken zijn aan elkaar gelast. Lastijden kunnen variëren, maar de lassen kunnen zich in slechts 0,25 seconden vormen.
De factoren die variëren bij ultrasoon lassen zijn de frequentie van de geluidsgolven (meestal 20, 30 of 40 kHz), de druk die wordt uitgeoefend om de materialen bij elkaar te houden, en de tijd waarover het ultrageluid wordt toegepast (fracties van een seconde tot meer dan een seconde).
De tot nu toe beschreven ultrasone lastechnieken zijn goed voor materialen (metalen, kunststoffen) die vergelijkbaar zijn. Maar hoe zit het met materialen die niet vergelijkbaar zijn. Laten we deze vraag beantwoorden door te kijken naar hoe New Balance ultrasoon lassen heeft gebruikt om sportschoenen te assembleren.
Ultrasoon lassen in actie
 Montage van sportschoenen:nadat hotmeltfilm is aangebracht op synthetisch suède, de film wordt geperst. Foto met dank aan Kenneth Straka, Nieuw evenwicht
Montage van sportschoenen:nadat hotmeltfilm is aangebracht op synthetisch suède, de film wordt geperst. Foto met dank aan Kenneth Straka, Nieuw evenwicht Kijk naar een paar sportschoenen. Hoewel traditionele schoenen van één materiaal kunnen zijn gemaakt, zoals canvas of suède, veel sportschoenen hebben verschillende materialen zoals lichtgewicht plastic polymeren, suède of synthetisch suède, en mesh gecombineerd. Deze composietmaterialen maken de schoenen licht, flexibel, duurzaam en ademend. Bijvoorbeeld, een stijl van New Balance sportschoenen heeft een bovenste gedeelte dat uit drie delen bestaat.
- Een patroon van synthetisch suède genaamd een vamp - Het voorblad vormt het grootste deel van de bovenschoen, inclusief de punt, tong- en oogrijen voor veters.
- Een patroon van synthetisch suède dat een zadeloogrij wordt genoemd - De rij met zadelogen bevat de bovenste twee ogen om de vetersluiting te versterken en slijtage te verminderen.
- Een laag gaas - Het gaas omringt het hielgedeelte van de vamp en het bovenste deel van de opening rond de enkel.
Maar hoe stel je deze materialen samen? Meestal, schoenenbedrijven naaien de materialen aan elkaar. Ongeveer twee tot drie jaar geleden, echter, New Balance wilde het bovenste deel van een schoen maken zonder te stikken. Na te hebben geëxperimenteerd met polymeerkleeffilms en strijkijzers, ze bedachten een manier om dit deel van de schoen te maken met behulp van ultrasoon lassen.
Om het bovenste deel van de schoen te monteren, arbeiders beginnen met een stuk synthetisch suède materiaal. Ze gebruiken een ijzeren pers om een dun vel hotmeltfilm aan de achterkant van het materiaal te hechten. Volgende, een ultrasoon lassamenstel drukt een patroonvamp in een suède materiaal. Hetzelfde, een soortgelijk ultrasoon lasapparaat drukt de rij met zadelogen uit een ander stuk synthetisch suède. De vampvorm wordt uit het suède gesneden. De zadeloogrij en het mesh-materiaal worden ultrasoon aan de vamp gelast. In de processen, de wrijvingswarmte van de ultrasone lasser smelt de smeltfilm, die de rij met zadelogen en het mesh-materiaal aan de vamp bindt. Het afgewerkte voorblad wordt vervolgens gevormd en gehecht aan de zool en hielstukken met behulp van oplosmiddelen op waterbasis.
Volgens Kenneth Straka, Senior productontwikkelaar voor New Balance, de ultrasone lasmethoden hebben de productiviteit verhoogd door tijd te besparen. Niet alleen verdelen de ultrasone lassers de warmte gelijkmatiger dan ijzerpersen, ze warmen ook sneller op en koelen af. Dus, het assemblageproces vereist minder stappen en is sneller dan traditionele naaimethoden.
Nu we hebben gezien hoe ultrasoon lassen wordt gebruikt om verschillende materialen te hechten, laten we eens kijken naar de voor- en nadelen van deze techniek.
Waarom ultrasone lasmethoden gebruiken?
 Montage van sportschoenen:synthetisch suède verlijmen Foto met dank aan Kenneth Straka, Nieuw evenwicht
Montage van sportschoenen:synthetisch suède verlijmen Foto met dank aan Kenneth Straka, Nieuw evenwicht Ultrasoon lassen heeft veel voordelen ten opzichte van traditionele methoden. Voor een, lassen vindt plaats bij lage temperaturen ten opzichte van andere methoden. Dus, de fabrikant hoeft geen grote hoeveelheden brandstof of andere energie te verbruiken om hoge temperaturen te bereiken. Dit maakt het proces goedkoper. Het is ook sneller en veiliger.
Het proces vindt plaats in fracties van seconden tot seconden. Dus, het kan sneller worden gedaan dan andere methoden. In feite, het kan kunststoffen beter en sneller verlijmen dan lijmen. Bijvoorbeeld, de nieuwe slimme sleutels in auto's hebben een transponderchip. De auto kan alleen starten als hij de chip voelt. Om de sleutel te maken, het ene uiteinde van de metalen sleutel en de chip worden in de ene helft van de plastic bovenkant geplaatst. De andere helft wordt eroverheen geplaatst en aan de basishelft gehecht. Deze hechting zou meestal worden gedaan met lijm, wat tijd nodig heeft om te genezen. Dezelfde taak kan met ultrasoon lassen in minder dan een seconde worden gedaan.
Ultrasoon lassen vereist geen ontvlambare brandstoffen en open vuur, dus vergeleken met andere lasmethoden, het is een veiliger proces. Werknemers worden niet blootgesteld aan ontvlambare gassen of schadelijke oplosmiddelen. Bij elektronica, koperdraden zijn meestal verbonden met elektrische contacten op printplaten met soldeer. Dezelfde taak kan worden uitgevoerd met ultrasoon lassen in een fractie van de tijd en zonder werknemers bloot te stellen aan dampen van smeulend loodsoldeer. Hoewel het gehoor van werknemers kan worden beschadigd door blootstelling aan hoogfrequent geluid, dit potentiële gevaar wordt eenvoudig verminderd door het ultrasoon lasapparaat in een kluis of kooi op te sluiten en/of gehoorbescherming te gebruiken.
Eindelijk, ultrasone lassen zijn net zo sterk en duurzaam als conventionele lassen van dezelfde materialen - wat slechts een van de redenen is waarom de methode wordt gebruikt in de autoproductie. Om auto's lichter en zuiniger te maken, autofabrikanten wenden zich tot aluminium als het belangrijkste metaal in carrosserieën. Ultrasoon lassen kan worden gebruikt om het metaal in minder tijd en bij lagere temperaturen te hechten dan traditioneel lassen.
Ultrasoon lassen heeft zijn beperkingen, Hoewel. Eerst, de diepten van de lassen zijn minder dan een millimeter, dus het proces werkt het beste op dunne materialen zoals kunststoffen, draden of dunne metalen platen. Het ultrasoon lassen van een stalen ligger voor een gebouw zou niet praktisch zijn. Tweede, het werkt het beste bij het lassen van vergelijkbare materialen zoals vergelijkbare kunststoffen of vergelijkbare metalen. Zoals je zag met New Balance schoenen, ultrasoon lassen van ongelijksoortige materialen vereist een extra materiaal - in het geval van de New Balance-schoenen, het is een film die kan worden gehecht tussen het synthetische suède en het gaas.
Ondanks deze beperkingen, de populariteit en het potentieel van ultrasoon lassen blijft groeien.
Veel meer informatie
gerelateerde artikelen
- Hoe lassen werkt
- Hoe kunststoffen werken
- Alledaagse wetenschap:ijzerquiz
- Hoe een koude-warmte-soldeerbout werkt
- Hoe ijzer en staal werken
- Hoe rubber werkt
bronnen
- Arabisch, KC, Ultrasoon lassen verkennen, Industrie Markttrends, 27 augustus 2003. (Betreden 23 februari, 2011) http://news.thomasnet.com/IMT/archives/2003/08/exploring_ultra.html
- DSM Engineering Plastics, Ultrasoon lassen. (Betreden op 9 februari 2011) http://www.dsm.com/en_US/html/dep/ultrasonic_welding.htm
- Dukaan, Wat is ultrasoon lassen? (Betreden op 9 februari 2011) http://www.dukane.com/us/PPL_whatisUPA.htm
- EWF technische fiche, Ultrasoon lasproces. (Betreden op 9 februari 2011) http://www.ewf.be/media/documentosDocs/doc_73_technical_sheet_-_ultrasonic_welding_.pdf
- Hetrick, ET et al, "Ultrasone metalen lasproces robuustheid in aluminium automobiel carrosseriebouw toepassingen, " Lasjournaal 88:149S-158S, 2009. (Betreden 23 februari, 2011) http://www.aws.org/wj/supplement/wj0709-149.pdf
- Hofmann, J, "Fundamenten van ultrasoon kunststoflassen, " Machine ontwerp, 3 februari 2005. (Betreden op 9 februari 2011) http://machinedesign.com/article/fundamentals-of-ultrasonic-plastic-welding-0203
- Holt, K, "Het verkennen van de ultrasone lasstapel, "Plastics Decorating Assembly april-mei 2001, 18-21. (Betreden op 9 februari 2011) http://www.herrmannmalaysia.com/uploads/media/Plastics_Decorationg_Assembly_April_May__01.pdf
- SABIC innovatieve kunststoffen, Ultrasoon lassen. (Betreden op 9 februari 2011) http://kbam.geampod.com/KBAM/Reflection/Assets/10638_2.pdf
- Sonobond Ultrasoon, Veelgestelde vragen over ultrasone trillingen. (Betreden op 9 februari 2011) http://www.sonobondultrasonic.com/ultra_tech.asp#plasticWelding
- Sonobond Ultrasoon, Ultrasone metaallasprimer. (Betreden op 9 februari 2011) http://www.sonobondultrasonic.com/pdf/Ultrasonic-Metal-Welding-Primer.pdf
- ziel, EEN, "Inventor pronkt met lasproces voor tv-kijkers, "Fairfield County Business Journal, 7 mei 2007. (Betreden 10 februari, 2011) http://findarticles.com/p/articles/mi_hb5262/is_200705/ai_n32185173/
- TWEE, Ultrasoon lassen. (Betreden op 9 februari 2011) http://www.twi.co.uk/content/pjkultrason.html
- TWEE, Ultrasoon lassen van spuitgegoten componenten, deel I, . (Toegang tot 24 februari, 2011) http://www.twi.co.uk/content/jk61.html
- Weber, EEN, "De economie van ultrasoon lassen, " Montage tijdschrift, 1 aug. 2003. (Betreden 23 februari, 2011) http://www.assemblymag.com/Articles/Feature_Article/077a61025e5c9010VgnVCM100000f932a8c0____
- Wnek, J, "Ultrasoon metaallassen voor draadsplitsing en -afsluiting, "AmTech. (Toegang tot 23 februari, 2011) http://www.amtechultrasonic.com/articles_theory.asp

Hoofdlijnen
- Zijn gelukkige mensen gezonder?
- Lijst en beschrijf de vier hoofdklassen van moleculen
- Verschillen en overeenkomsten tussen eencellig en cellulair
- Hoe celbrochures te maken
- De chemische samenstelling van uitgeademde lucht uit menselijke longen
- De voordelen van Stained Bacteria
- Gletsjermuizen bewegen en dat heeft wetenschappers versteld doen staan
- Vijf gunstige effecten van micro-organismen
- Kunnen we een echt Jurassic Park creëren?






 Wat is een andere naam voor somatische stamcellen en wat doen ze?
Wat is een andere naam voor somatische stamcellen en wat doen ze? - Hoe een vijver te schokken om de hoeveelheid vis te bepalen
- Hoe zijn broeikasgassen slecht voor de aarde?
- Waarom hebben waterplanten huidmondjes op het bovenste deel van hun bladeren?
- Graad 2 Wiskundige projecten
- Dit eenvoudige wiskundige concept geeft vorm aan de telling van 2020 - en uw overheidsdiensten
- Hoe een integer te schrijven
- Juiste manier om een grafiek te labelen
- Elektronica
- Biologie
- Zonsverduistering
- Wiskunde
- French | Italian | Spanish | Portuguese | Swedish | German | Dutch | Danish | Norway |

-
Wetenschap © https://nl.scienceaq.com
