Wetenschap
Hoe zwaarden maken werkt
De minste vermelding van het woord zwaard roept beelden op van legendarische figuren:Engelse ridders, Romeinse gladiatoren, Japanse ninja's of Viking-krijgers. Onze verbeelding schildert ze meer dan levensgroot, met hun glanzende zwaarden die in oogverblindende bogen door de lucht snijden. We zijn gefascineerd door het zwaard als geen ander wapen, zien het vaak als iets moois. In feite, veel zwaarden zijn adembenemende kunstwerken gemaakt door de bekwame handen van een vakman.
De prijsklasse weerspiegelt de variëteit. Je kunt alle soorten zwaarden vinden, van goedkope machinaal gemaakte replica's voor slechts $ 50 tot handgemaakte meesterwerken die $ 35 kosten, 000 of meer!
Galerij met zwaardafbeeldingen
Foto met dank aan Don Fogg Knives
Een Japanse katana. Zie meer foto's van zwaarden.
Volgende
- Hoe ijzer en staal werken
- Hoe Flintlock-geweren werken
- Discovery.com:Samurai-zwaarden
Kortom, een zwaard is een geslepen stuk metaal dat meestal tussen de 24 en 48 inch (61 tot 122 cm) lang is met een handvat ( gevest ) aan de ene kant. Het andere uiteinde loopt meestal taps toe in een punt. In dit editie-artikel je leert over zwaarden en hoe ze worden gemaakt met behulp van moderne methoden voor het maken van zwaarden, inclusief de stappen die nodig zijn om een zwaard te maken:
- Een ontwerp kiezen
- De voorraad selecteren
- Het mes smeden en vormgeven
- Normaliseren en gloeien van het staal
- De rand toevoegen
- Het staal temperen
- De bewaker toevoegen, gevest en pommel
Dit artikel behandelt de basisprincipes van het maken van moderne zwaarden. Er zijn veel andere methoden die door de geschiedenis heen zijn gebruikt en er zijn veel verschillen tussen zwaarden gemaakt door zwaardsmeden uit verschillende tijden en regio's. De ontwikkeling van een Japans zwaard verschilt aanzienlijk van de totstandkoming van een Europees zwaard. Dit artikel geeft een kijkje in de fascinerende wereld van het messmeden.
Laten we beginnen met een blik op de onderdelen van een zwaard.
Inhoud
- Zwaardcomponenten
- Een deel van de geschiedenis
- Winkel opzetten
- Het cijfer halen
- Versla het gewoon
- Snijden naar de Chase
- Afwerking
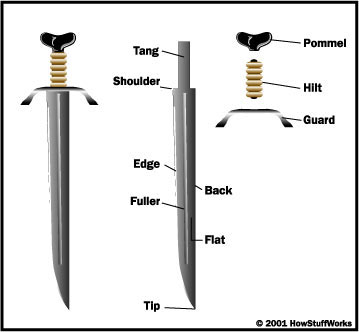
Zwaardcomponenten
Dit zijn de belangrijkste onderdelen van een zwaard:Er zijn vier basisonderdelen:
Blad - De lengte van staal dat het zwaard vormt. Een typisch mes heeft zes gebieden:
- Rand - Dit is het geslepen gedeelte van het mes. Een zwaard kan enkel of tweesnijdend zijn. Bijvoorbeeld, een Japanner katana heeft een enkele rand maar een Schots claymore is aan beide kanten geslepen.
- Tip - Het uiteinde van het zwaard dat het verst van het gevest is verwijderd. De meeste zwaarden lopen taps toe naar een punt aan de punt, maar sommige bladlijnen zijn recht tot aan de punt. Een paar zwaarden, zoals een Amerikaanse burgeroorlog sabel , zijn over hun lengte gebogen.
- Rug - Het deel van het mes tegenover de rand. Natuurlijk, een tweesnijdend zwaard heeft geen rug.
- Vlak - De zijkanten van het mes.
- voller - Vaak de genoemd bloed groef of goot , de voller is een smalle groef die het grootste deel van de lengte van vele zwaarden loopt. De meeste mensen geloven dat het er is om het mes gemakkelijk te kunnen verwijderen door bloed dat door het kanaal ontsnapt, waardoor de zuigkracht afneemt. In tegenstelling tot wat vaak wordt gedacht, de voller is geen kanaal waar het bloed doorheen kan stromen. De eigenlijke reden voor de voller is om het gewicht van het blad te verminderen zonder de sterkte te verminderen. Het gebruik van een voller stelt een messensmid in staat minder materiaal te gebruiken om het mes te vormen, waardoor het lichter wordt zonder al te veel structurele integriteit op te offeren. Dit is vergelijkbaar met het gebruik van een I-balk bij het bouwen van een wolkenkrabber.
- ricasso - Gevonden op sommige zwaarden, de ricasso is het ongeslepen deel van het lemmet net voor de bewaker. Het werd meestal gebruikt op zwaardere zwaarden om indien nodig een plek te bieden om de tweede hand vast te pakken.
- Tango - Het gedeelte van het blad dat door het gevest wordt bedekt. Een volledige tang heeft dezelfde breedte als de rest van het blad en strekt zich uit voorbij het gevest en door de pommel . Een gedeeltelijke tang loopt niet helemaal door het gevest en is normaal gesproken niet meer dan de helft van de breedte van het blad. De lengte van de tang en de breedte, vooral waar het versmalt voordat het de pommel binnengaat, variëren van zwaard tot zwaard. De dikte en breedte van een tang in het gevest bepalen de hantering van het zwaard.
Bewaker - Het metalen stuk dat ervoor zorgt dat het zwaard van een tegenstander niet over het gevest glijdt en je hand snijdt. De bewaker op Japanse zwaarden verhinderde ook dat de handen naar het lemmet konden glijden, terwijl veel Europese zwaardbeschermers ook de handen beschermden tijdens gevechten op korte afstand tegen een schild. Ook, de pareerstang op een Europees zwaard kan puntcontrole en manipulatie van een mes helpen. Guards kunnen variëren van een eenvoudig dwarsstuk tot een volle mand die uw hand bijna omsluit.
Gevest - Het handvat van het zwaard, een gevest is meestal gemaakt van leer, draad of hout. Het is bevestigd aan de tang van het blad om een comfortabele manier te bieden om het zwaard vast te houden.
Pommel - Het uiteinde van het zwaard waar het gevest aan zit. Pommels zijn normaal gesproken groter dan het gevest en zorgen ervoor dat het zwaard niet uit de hand glijdt, evenals het verstrekken van een beetje tegenwicht aan het blad. Ze kunnen ook worden gebruikt als een middel om het gevest aan de doorn vast te maken, en werden soms gesmeed uit dezelfde lengte staal als de rest van het blad.
Zwaarden kunnen variëren van strikt utilitair tot volledig ceremonieel. In veel zwaarden, de bewaker, gevest en pommel zijn zeer sierlijk en dienen als het brandpunt voor de uniciteit van het zwaard.
Een deel van de geschiedenis
Scherpe wapens maken al deel uit van onze geschiedenis zolang er gegevens worden bijgehouden. In feite, enkele van de vroegste werktuigen die door de primitieve mens werden gebruikt, waren geslepen stukken steen.
Zwaarden en messen hebben een belangrijke rol gespeeld in elke grote beschaving. Zelfs in de huidige moderne samenleving, zwaarden worden gebruikt in veel van de belangrijkste militaire of staatsceremonies en functies. Denk aan de commercials voor het US Marine Corps en hoe ze zich richten op de Marine Saber, of de ridderceremonie uitgevoerd door de koningin van Engeland, waarbij een zwaard wordt gebruikt om de schouders van de geridderde persoon aan te raken.
De vroegst bekende zwaarden werden gemaakt van koper , een van de meest voorkomende metalen die er zijn. Koperen zwaarden waren erg zacht en snel bot. Later, zwaarden zijn gemaakt van bronzen . Brons is een legering van koper en tin. Een legering is een mengsel van twee of meer onedele metalen of elementen om een ander metaal met bepaalde specifieke eigenschappen te creëren. In het geval van brons, de combinatie van koper en tin creëerde een metaal dat:
- Sterker dan koper
- Flexibeler dan koper
- Blijft langer scherp dan koper
Een beter zwaard werd ontwikkeld met de komst van ijzer . IJzererts was gemakkelijk te vinden in elk deel van de antieke wereld. IJzererts bevat ijzer in combinatie met zuurstof. Om ijzer uit ijzererts te maken, je moet de zuurstof verwijderen om zuiver ijzer te maken. De meest primitieve faciliteit die wordt gebruikt om ijzer uit ijzererts te raffineren, wordt a . genoemd bloemen .
In een bloomery verbrand je houtskool met ijzererts en een goede toevoer van zuurstof (verzorgd door een blaasbalg of blazer). Houtskool is in wezen pure koolstof. De koolstof combineert met zuurstof om koolstofdioxide en koolmonoxide te creëren (waarbij veel warmte vrijkomt). Koolstof en koolmonoxide combineren met de zuurstof in het ijzererts en voeren het weg, een poreuze, sponsachtige massa genaamd a bloeien . De bloei werd vervolgens gehamerd om de meeste onzuiverheden te verwijderen. Het resulterende metaal was gemakkelijk om mee te werken, maar ijzeren zwaarden hielden niet goed stand en waren nog te zacht.
IJzer werd het favoriete metaal voor zwaarden en andere wapens, en hielp bij het smeden van nieuwe rijken. Zowel ijzeren als bronzen wapens en gereedschappen hadden een ongelooflijke impact op het machtsevenwicht tijdens de tijdperken van hun respectieve bekendheid. In feite, die perioden van de geschiedenis staan nu bekend als de Ijzertijd en de Bronstijd .
Eventueel, staal was ontdekt. Staal is een legering van ijzer ( ferriet ) en een kleine hoeveelheid koolstof ( cementiet ), meestal tussen 0,2 en 1,5 procent. Staal werd oorspronkelijk gemaakt met behulp van een proces genaamd cementeren . Stukken ijzer werden in een container geplaatst die was gemaakt van een stof met een zeer hoog koolstofgehalte. De container werd in een oven geplaatst en gedurende een periode van uren tot dagen op een hoge temperatuur gehouden. Gedurende deze periode, koolstofmigratie kan gebeuren, wat betekent dat het strijkijzer een deel van de koolstof uit de container zou absorberen. Het resulterende mengsel van ijzer en koolstof was staal.

Foto met dank aan Don Fogg Knives
Don Fogg aan het werk in zijn smederij
Staal heeft een aantal voordelen ten opzichte van ijzer en brons:
- Het is heel moeilijk.
- Het is flexibel wanneer het op de juiste manier met warmte wordt behandeld.
- Het kan erg lang scherp blijven.
- Er kan mee worden gewerkt en gevormd.
- Het is beter bestand tegen roest en corrosie dan ijzer.
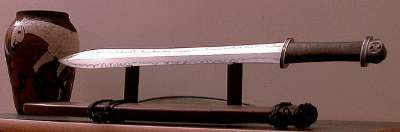
Foto met dank aan Don Fogg Knives
Een historisch geïnspireerde weergave van een Keltisch zwaard
Bijna alle zwaarden die tegenwoordig worden gemaakt, zijn een soort staallegering. In de meeste moderne staalsoorten, er zijn ook een aantal andere elementen. Over de verschillende staallegeringen kom je later meer te weten. Maar eerst, laten we het hebben over de gereedschappen die je nodig hebt om een zwaard te maken.
Winkel opzetten
voor een messenmaker (iemand die zwaarden maakt, messen en andere scherpe werktuigen) kunnen een zwaard maken, hij moet de juiste omgeving en hulpmiddelen hebben. Een smederij, genaamd a smederij , is zeer vergelijkbaar met een traditionele smederij. Vanwege de dampen en het stof dat ontstaat door het smeedproces, de smederij moet goed geventileerd zijn. Er moet zorg worden besteed aan de plaatsing van de smidse, aambeeld en andere apparatuur om ervoor te zorgen dat de afstand die de smid moet afleggen met het verwarmde staal tot een minimum wordt beperkt.
De basisuitrusting die door de messenmaker wordt gebruikt, is de afgelopen eeuwen weinig veranderd. Voor de meeste smeden de grootste verandering is gekomen nadat het basissmeedwerk is voltooid, door elektrisch gereedschap te gebruiken om het staal te slijpen en te polijsten. Tools van de handel zijn onder meer:
Aambeeld - Het symbool van de smid, het aambeeld is gemakkelijk het bekendste en meest herkenbare stuk smeedapparatuur. Een standaard aambeeld heeft de volgende onderdelen:
- Baseren - Het grootste deel van het aambeeld, de basis heeft meestal montagegaten die door de bodem zijn geboord om het aambeeld aan een veilige bevestiging te bevestigen.
- Gezicht - Hier vindt de meeste vormgeving van het staal plaats. De bovenkant van het aambeeld is getemperd om erg hard te zijn en moet glad zijn. De randen zijn licht afgerond om ervoor te zorgen dat ze het staal niet beschadigen of beschadigen.

Foto met dank aan Don Fogg Knives
Let op de winterharde en pritchelgaten in het gezicht van dit aambeeld.
- Pad - Een klein plat gedeelte tussen het gezicht en de hoorn, de pad wordt gebruikt voor beitelwerk, zodat de smid het gezicht van het aambeeld niet beschadigt.
- Hoorn - Het voorste uiteinde van het aambeeld dat taps toeloopt van net onder de pad naar een afgeronde punt. Ook wel de bikken , de hoorn wordt gebruikt voor het buigen en buigen van het staal.
- Winterharde en priegelgaten - Het winterharde gat is een vierkante holte in het gezicht van het aambeeld die een aantal van de hieronder beschreven vormgereedschappen bevat. Het pritchelgat is een rond gat in het gezicht dat een stoot mogelijk maakt, boren of drijven om in het aambeeld af te dalen. Het wordt gebruikt voor het ponsen en vormen van gaten in het staal.
Hamers - De hamer is een verlengstuk van de messenmaker. Hij vertrouwt erop om de basisvorm van het zwaard te creëren. Hamers gebruikt door messmeden, en smeden in het algemeen, zijn iets anders dan de typische hamer die je in een ijzerhandel vindt. Het belangrijkste verschil is dat smeedhamers zijn: gekroond , terwijl de meeste standaardhamers dat niet zijn. Gekroond betekent dat de rand van de kop van de hamer iets afgerond is in plaats van vierkant. Bekroning zorgt ervoor dat de hamer geen scherpe inkepingen in het staal maakt als de messenmaker erop slaat.
Hamers variëren sterk in grootte en doel:
- Bal, kruis en rechte peen - Penhamers hebben een platte, gekroond hoofd, en een ronde (bal) of wigvorm (kruis en recht) aan de andere kant. De kruispen heeft de wig zijwaarts naar de hamer, terwijl de rechte pen de wig in lijn met de hamer heeft. Voor het meeste vormwerk worden stifthamers gebruikt.
- Voorhamer en enkele krik - Voorhamers zijn meestal groot en zwaar, met een gewicht tot 20 pond. Ze worden gebruikt wanneer het staal veel zware vormgeving nodig heeft en normaal gesproken een tweede persoon nodig heeft. Een persoon houdt het staal op het aambeeld terwijl de ander met de voorhamer zwaait. De enkele krik is een kleinere versie van de voorhamer die door één persoon kan worden gebruikt.
- Set hamer en platter - Beide gereedschappen hebben grote platte koppen. Zoals je misschien verwacht, het belangrijkste gebruik van de platter is voor het afvlakken van het staal. De sethamer wordt gebruikt om vierkante hoeken en platte randen te maken.
Tang - Tangen zijn een veelzijdig gereedschap waar geen messenmaker zonder kan. In feite, een typische smederij heeft meerdere tangen. Een tang wordt gebruikt om het staal vast te houden terwijl het op het aambeeld wordt gevormd. Ze worden ook gebruikt om staal in de smidse te plaatsen en terug te halen, en voor het blussen van het staal.
- Hardy's (biks, volders en swages) - Dit zijn de gereedschappen die in het harde gat op het aambeeld passen. Een bik is een afgerond stuk dat kan worden gebruikt voor het buigen en buigen van het staal, als een kleine hoorn. Fullers worden gebruikt om groeven te maken. In feite, daarom wordt de groef in een zwaard een voller genoemd. Swages worden gebruikt om het staal in bepaalde vormen te dwingen, zoals driehoekig, vierkant of zeshoekig.
- beitels - Zoals je misschien verwacht, beitels worden gebruikt om het staal te snijden of te gutsen.
- Stoten en driften - Ponsen worden gebruikt om te prikken, of slaan, een gat door het staal. Drifts worden gebruikt om een bestaand gat uit te breiden. Het pritchelgat in het aambeeld biedt een plaats voor de stoot of drift om te gaan wanneer deze door het staal komt.
Smederij - Met de hierboven genoemde gereedschappen kunt u het staal vormen zodra het heet is. Om het staal te verwarmen is een smederij nodig. Soorten smederijen omvatten: steenkool , gas- en elektrisch . De meeste messmeden hebben een van deze drie als hun belangrijkste smederij. De tijd en temperatuur kunnen sterk variëren, afhankelijk van het gebruikte staal en de eigen techniek van de messenmaker.
Quenchtank - Een grote metalen bak vol olie, het staal wordt ondergedompeld in de quenchtank nadat het is gevormd. De olie die in de koeltank wordt gebruikt, verbetert de uitharding van het staal.
Slappe kuip - Dit is gewoon een grote ton of container met water die wordt gebruikt om het staal en gereedschap te koelen.
Extra hulpmiddelen - De meeste smeden hebben een aantal of alle gereedschappen die hier worden vermeld om hun smidse af te ronden. Ook, een aanvulling van standaardhulpmiddelen, zoals schroevendraaiers, zagen, tangen en sleutels zijn handig.
- Bestanden - Gebruikt om ruwe randen en bramen glad te strijken
- Bankschroef - Wordt gebruikt om stukken in een vaste positie te houden terwijl de messenmaker aan het werk is
- Hydraulische pers - Gebruikt voor ruwe vormgeving door het staal af te vlakken
- Fakkel - Gebruikt voor het snijden en ruw vormen van het staal
- Slijper - Gebruikt voor alles, van basisvormen tot voorpolijsten
- Buffer - Gebruikt om het voltooide mes te polijsten
- Kolomboormachine - Gebruikt om gaten in het staal te maken

Foto met dank aan Don Fogg Knives
Een hydraulische pers gebouwd door Tommy McNabb
Zodra de instrumenten op hun plaats zijn, dan moet de messenmaker beslissen wat hij maakt en welk soort staal hij moet gebruiken...
Het cijfer halen
Wat voor soort staallegering een messenmaker gebruikt om een zwaard te maken, hangt grotendeels af van hun ervaring en de kenmerken die ze in het mes willen. De gebruikte legering is bijna altijd een vorm van koolstofstaal . Een bepaalde hoeveelheid koolstof is nodig om het metaal genoeg hardheid te geven om een snede te kunnen nemen en het vast te houden. Maar te veel koolstof vermindert de flexibiliteit van het blad, waardoor het broos wordt en meer kans heeft om te breken.
Jim Hrisoulas, auteur van "The Complete Bladesmith, " raadt een staal aan met een koolstofgehalte van rond de 60 tot 70 punten . van staal, koolstofgehalte wordt vermeld als punten waarbij elk punt gelijk is aan 0,01 procent van de totale samenstelling. Daarom, een score van 70 punten betekent dat de legering 0,7 procent koolstof in de mix bevat. Don Fogg gebruikt eigenlijk 1086 staal (0,86 procent koolstof) en behaalt superieure resultaten. Echter, hoe hoger de rating betekent niet altijd beter staal. Een proces van zorgvuldige warmtebehandeling zorgt voor zeer harde messen die veerkrachtig en taai zijn.

Foto met dank aan Don Fogg Knives
Het staal in een zwaard moet een koolstofclassificatie van 60 tot 70 punten hebben.
De meeste staallegeringen bevatten een of meer van de volgende elementen, elk met bepaalde voordelen (en enkele nadelen). Hoewel de onderstaande elementen de meest voorkomende zijn, er zijn vele anderen die in een legering kunnen voorkomen.
- Chroom - Helpt bij het uitharden; gebruikt in legeringen van roestvrij staal; kan ervoor zorgen dat het staal barst tijdens het smeden;
- Wolfraam - Zorgt voor een scherpe en langdurige rand; moeilijk te vervalsen
- Mangaan - Voegt kracht toe tijdens het warmtebehandelingsproces
- Molybdeen - Houdt het staal hard bij hogere temperaturen; zeer moeilijk te smeden wanneer aanwezig in grote hoeveelheden
- Nikkel - Voegt kracht toe, verhoogt de hardheid niet; komt in hogere concentratie voor in roestvrijstalen legeringen
- Silicium - Verbetert de flexibiliteit en hardheid; kan de geleidbaarheid van de legering verhogen
Voordat u een metaal kiest, de lemmetsmid maakt een ontwerp voor het lemmet en bepaalt wat de belangrijkste kenmerken van dat lemmet zullen zijn. Bijvoorbeeld, een slank mes zoals een rapier moet zeer flexibel zijn, terwijl een slagzwaard meer hardheid en kracht nodig heeft. De messenmaker beslist ook welke methode hij moet gebruiken voor het maken van het mes. Dit zal bepalen welke metalen kunnen worden gebruikt, in het bijzonder roestvast staal legeringen. Roestvrij staal is ongelooflijk moeilijk te smeden en goed te temperen, maar een messenmaker kan roestvrijstalen staven kopen en ze in vorm slijpen met behulp van de Voorraadverwijdering Verwerken. Bij voorraadverwijdering, een zwaardblad wordt gemaakt door een stuk staal te nemen en delen ervan te verwijderen door te snijden en te slijpen totdat je de gewenste vorm hebt. De meeste messmeden geven de voorkeur aan de flexibiliteit die: smeden biedt hen bij het maken van aangepaste zwaarden. Een gesmeed mes wordt gemaakt door het metaal te verhitten en in vorm te slaan.
Gesmede zwaarden kunnen een enkel metaal of een combinatie van metalen bevatten. De eenvoudigste en meest voorkomende vorm van gesmeed zwaard maakt gebruik van een enkele staallegering om het blad te maken. Ontwerpen worden soms gegraveerd of geëtst in het staal om het meer gecompliceerde patroonlassen en Damascus-bladen te simuleren.
Patroon lassen , ook wel genoemd laminaat staal of patroongelast Damascus staal (zie onder), gebruikt twee of meer metalen gecombineerd tijdens het smeedproces. Typisch, lagen van een staallegering worden gecombineerd met lagen van een zachter metaal, zoals nikkel. De lagen zijn gevouwen meerdere keren op elkaar die helpt om eventuele onzuiverheden in het metaal verder te verwijderen. Het vermenigvuldigt ook het totale aantal lagen aanzienlijk. Als een messenmaker begint met drie lagen nikkel ingeklemd tussen vier lagen staal, dan zal een enkele vouw het aantal lagen verdubbelen tot 14. Een andere vouw zou 28 lagen opleveren en een derde zou een totaal van 56 lagen opleveren!

Foto met dank aan Don Fogg Knives
Een met een patroon gelast Damascus-blad gemaakt door meester-smid Don Fogg
Terwijl het vouwen doorgaat, het zachtere metaal lassen of lijmt de staallagen aan elkaar tot één geheel. De zachtere metaallagen geven het zwaard meer flexibiliteit zonder in te boeten aan de hardheid van het staal dat nodig is voor de snijkant. Als het mes klaar is, het wordt gegeven zure was dat brengt het contrast tussen de gebruikte metalen naar voren. De patronen die door de verschillende metalen worden gecreëerd, voegen ongelooflijke schoonheid toe aan het blad en kunnen behoorlijk ingewikkeld zijn.
J.D. Verhoeven, A.H. Pendray en W.E. Dauksch publiceerden een artikel in de Journal of Metallurgy van september 1998 over Damascus-staal dat de wereld van het maken van zwaarden op zijn kop zette. Ze beweren dat echt Damascus-staal is: wootz staal. Wootz was een vorm van staal gemaakt in India met een zeer hoog koolstofgehalte. Toen het staal werd gesmeed, een deel van de koolstof zou zich in banden scheiden. Deze banden zouden erg licht van kleur lijken en de rest van het staal zou behoorlijk donker worden als het gepolijst en geëtst werd. Het resultaat was een sterk contrasterend patroon. Toen messmeden leerden werken met het wootz-staal, ze ontdekten dat ze de patronen heel ingewikkeld konden maken door de hoek van het blad te veranderen ten opzichte van de banden van koolstof en staal. 
Foto met dank aan Don Fogg Knives
Detail van een verenpatroon in een lemmet van Damascus
Op de volgende pagina, we zullen het smeedproces nader bekijken.
Versla het gewoon
De messenmaker smederij is eigenlijk een grote super hete oven. Traditionele messmeden hebben de neiging om steenkoolsmederijen te gebruiken, maar vele anderen geven de voorkeur aan de gas- of elektrische smederij. Het maakt niet uit welk type een messenmaker gebruikt, het gewenste resultaat is hetzelfde:het staal verhitten tot de juiste temperatuur om het zwaard te vormen.

Foto met dank aan Don Fogg Knives
Don Fogg aan het werk in zijn smederij
Staal wordt roodgloeiend rond 1200 tot 1500 graden Fahrenheit (649 tot 816 graden Celsius) en gloeit oranje bij ongeveer 1800 F (982 C). De meeste staallegeringen moeten ergens binnen dit bereik worden verwerkt. Als het staal koeler is en blauwachtig van kleur lijkt, het kan worden verbrijzeld door het hameren. Omgekeerd, het staal mag niet hoger worden verwarmd dan 1800 F (982 C), tenzij gespecificeerd door de gebruiksrichtlijnen van de legering.
Nadat het staal is verwarmd, de eerste stap heet uittekenen . Als je een stuk staal uittrekt, je vergroot de lengte van het staal en vermindert de dikte. Met andere woorden, je maakt het plat in de basiszwaardvorm. Door langs een rand te hameren, de lemmetsmid kan de lengte van staal geleidelijk buigen om een gebogen zwaard te creëren.

Foto met dank aan Don Fogg Knives
Een leerling van Don Fogg die het staal uittekent
Volgende, de messenmaker begint te taps toelopen het zwaard. Tapering wordt gebruikt om de punt en de tang van het blad te creëren. Het wordt bereikt door onder een hoek te hameren, beginnend op het punt waar de tapsheid zou moeten beginnen en doorgaan tot het einde van het blad. Vaak, het taps toelopen zal een uitstulping in de dikte van het blad creëren die moet worden uitgetrokken. Zodra de tang is voltooid, de messenmaker gebruikt normaal gesproken een tik en sterf set om draden aan het uiteinde van de tang te maken voor de pommel om op te schroeven.
De messenmaker zal sectie voor sectie aan het mes blijven werken. Hij doet dit door dat deel van het mes (meestal ongeveer 6 tot 8 inch, of 15,24 tot 20,32 cm) tot het roodgloeiend is en vorm het met de hamer en ander gereedschap. Hij zal het mes tijdens het hameren keer op keer omdraaien om ervoor te zorgen dat beide kanten gelijkmatig worden bewerkt.
Op bepaalde punten tijdens het smeedproces, de messenmaker zal meestal normaliseren het staal. Dit betekent simpelweg dat het staal terug in de smederij wordt geplaatst en weer wordt opgewarmd. Daarna mag het afkoelen zonder dat de messenmaker er iets aan doet. Het doel van normaliseren is om de korrel (kristallijne structuur) van het staal. Eigenlijk, elke keer dat de smid een deel van het lemmet verwarmt en eraan werkt, hij verandert zowel de korrel van het staal als de vorm. Het staal wordt verwarmd tot een temperatuur waardoor het austeniseren (de ijzer- en koolstofmoleculen beginnen te mengen). Het staal wordt uit de smederij gehaald en luchtgekoeld. Dit vermindert de spanning die wordt veroorzaakt door onregelmatigheden in de samenstelling van het blad en zorgt ervoor dat de nerf gelijkmatig is door het blad.
Eindelijk, vóór de slijp- en polijstfase, het mes is gegloeid . Gloeien lijkt veel op normaliseren aan de oppervlakte, maar heeft een duidelijk ander resultaat. Het staal wordt verwarmd tot de juiste temperatuur om het te austeniseren. Het staal wordt dan heel geleidelijk weer afgekoeld. Gebruikelijk, er wordt een isolatiemateriaal gebruikt om ervoor te zorgen dat het staal niet te snel afkoelt.
Het gloeien duurt enkele uren tot meer dan een dag. Het doel van gloeien is om het staal zacht te maken en gemakkelijk te slijpen of te snijden. Zodra het gloeien is voltooid, de messenmaker kan beginnen met het slijpen van het mes.

Foto met dank aan Don Fogg Knives
Een leerling van meester-zwaardsmid Don Fogg vijlt een zwaardblad
Snijden naar de Chase
Nu het blad gegloeid is, de messenmaker kan elk ontwerp graveren en de rand en punt van het mes uitwerken. Het gebruik van een bandslijpmachine is de meest gebruikelijke manier om de snede aan het zwaard toe te voegen, maar sommige messmeden werken liever met bestanden.
Omdat het staal zo zacht is, het houdt de rand niet vast als u op dit punt iets probeert te snijden. Het staal moet een warmtebehandeling ondergaan om verharden het. Opnieuw, de messenmaker verwarmt het mes tot het punt van austenisatie . Het mes moet tijdens dit proces gelijkmatig worden verwarmd. Hoewel veel smeden hun smederij gebruiken voor dit proces, sommigen gebruiken een zout bad .
De zouten worden verwarmd tot de juiste temperatuur en het mes wordt gedurende een bepaalde tijd in het zoutbad opgehangen. De zouten die in een zoutbad worden gebruikt, worden vloeibaar bij een temperatuur die lager is dan wat nodig is voor het staal, maar boven die temperatuur een vloeistof blijft, het creëren van een perfect "heet bad" voor het mes. Net als een kokende pan met water, de zouten gelijkmatig en grondig verhitten het staal.

Foto met dank aan Don Fogg Knives
Een zoutbad gebruikt door Don Fogg
Wanneer het mes uit de smidse of het zoutbad wordt verwijderd, het moet onmiddellijk in de worden geplaatst blustank . Door de olie in de koeltank koelt het staal snel en gelijkmatig af. Als het staal om de een of andere reden niet gelijkmatig afkoelt, dan kan het mes kromtrekken of zelfs breken. Ook, het mes mag niet te lang in de olie blijven of te vroeg worden verwijderd. Elke fout kan het mes verpesten. Er zijn algemene richtlijnen voor hoe lang het mes moet worden geblust op basis van het type staal, olie of ander hardingsmiddel in de koeltank, en de dikte van het mes. De meeste messmeden zullen je vertellen dat het vooral de combinatie van ervaring en instinct is die hen helpt te weten hoe lang lang genoeg is. Afschrikken houdt cementiet vast in het ferriet en creëert een zeer hard staal genaamd martensiet .
Nu het staal gehard is, het kan zijn gehumeurd . temperen, of warmtebehandeling, wordt gedaan door het mes opnieuw te verwarmen. Het verschil is dat het niet wordt verwarmd tot het punt dat austenisatie optreedt. Tempereren maakt gebruik van een veel lagere temperatuur, weer op basis van het gebruikte staal. Het mes wordt een tijdje op deze temperatuur gehouden, dan wordt het weer geblust. De meeste messmeden temperen een mes meerdere keren om het exacte niveau van hardheid te krijgen. Het idee is dat het metaal hard genoeg is om een rand te behouden, maar niet zo hard dat het broos wordt, waardoor het kan schilferen of barsten.

Foto met dank aan Don Fogg Knives
Een zwaard dat wordt bedekt met klei
Een veelgebruikte methode van warmtebehandeling, vooral geliefd bij Japanse zwaardmakers, is om het mes, behalve de rand, te coaten met een nat kleimengsel dat uitdroogt en uithardt als het mes wordt verwarmd. De klei houdt de warmte vast en vertraagt het afkoelingsproces. Sommige messmeden zullen dikkere richels van klei maken die het mes kruisen om de koeling in die specifieke secties verder te vertragen. Het idee hier is dat die secties iets zachter zijn dan de rest van het zwaard, en zal de flexibiliteit vergroten terwijl de rand hard blijft.
Afwerking
Zodra het mes is getemperd, de messenmaker voegt de rest van het zwaard toe. De guard en pommel worden meestal door de smid gesmeed op hetzelfde moment dat hij het mes maakt. De beschermkap is op zijn plaats gelast op het blad, of gewoon tegen de schouders geklemd en op zijn plaats gehouden door het gevest.
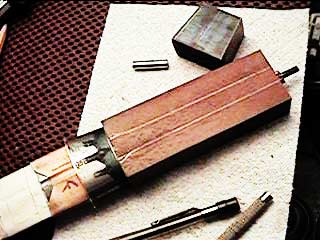
Foto met dank aan Don Fogg Knives
Een houten blok is voorbereid voor gebruik als gevest.

Foto met dank aan Don Fogg Knives
Het afgewerkte handvat
Het gevest kan een van verschillende materialen zijn:
- Hout
- Metaal
- Draad
- Bot
- Leer
- Plastic
Het gevest wordt meestal over de doorn geschoven om op de schouder van het blad op een zwaard te rusten. (Mesgrepen worden normaal geklonken of gelijmd.) Het wordt op zijn plaats gehouden door de pommel. De pommel wordt ofwel op het uiteinde van de tang geschroefd of over de tang geschoven, in dat geval wordt het uiteinde van de tang afgeplat om de pommel vast te houden. Een paar zwaarden hebben de pommel en zelfs de bewaker allemaal gemaakt als één stuk met het blad.

Foto met dank aan Don Fogg Knives
Detail van de beschermkap op het blad van deze pagina
Na de bewaker, gevest en pommel zijn toegevoegd, het afgewerkte zwaard is gepolijst en gepolijst. Eindelijk, een wetsteen wordt gebruikt om het mes te slijpen. Het voltooide product is een bewijs van het harde werk van de messenmaker.
Voor meer informatie over het maken van zwaarden en aanverwante onderwerpen, bekijk de links op de volgende pagina.
Veel meer informatie

Hoofdlijnen
- Genmutatie: definitie, oorzaken, typen, voorbeelden
- Angiosperm versus Gymnosperm: wat zijn de overeenkomsten & verschillen?
- Hoe groeit schimmel op voedsel?
- Voorbeelden van archaebacteriën met hun wetenschappelijke naam en classificatie
- De primaire primaire productiviteit berekenen
- Welke koninkrijken zijn heterotroof en autotroof?
- Top tien feiten over de menselijke blaas
- Gel elektroforese lezen
- Genotype & Phenotype Definitie






 De nadelen van het gebruik van Plastic Products
De nadelen van het gebruik van Plastic Products- Voorbeelden van condensatie in het dagelijks leven
Het leven hangt af van de waterkringloop, die condensatie, verdamping en neerslag omvat. Zonder condensatie zouden er geen wolken zijn, of regen, sneeuw en hagel die ze produceren. Condensatie is w
- Vermijden tornado's echt steden?
- Indirecte ontwikkeling versus directe ontwikkeling
- Gemiddelde scores gebruiken met punten
- Wat is een uraniumcentrifuge?
- Reproductie van planten en dieren
- De Oxfordshire Synchrotron
- Elektronica
- Biologie
- Zonsverduistering
- Wiskunde
- French | Italian | Spanish | Portuguese | Swedish | German | Dutch | Danish | Norway |

-
Wetenschap © https://nl.scienceaq.com
