Wetenschap
Snel en continu 3D-printen met licht
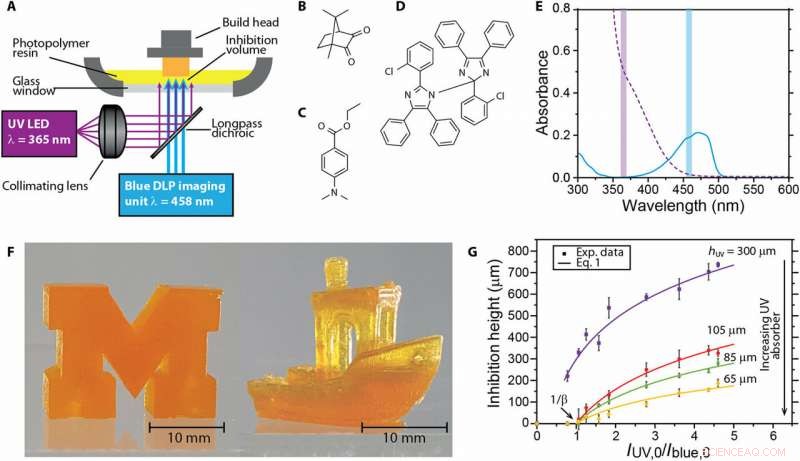
(A) optische opstelling voor tweekleurige SLA door gelijktijdige fotopolymerisatie en fotoinhibitie. Near UV (365 nm) wordt met een dichroïsche spiegel op blauw met een patroon (458 nm) gesuperponeerd en door een transparant venster in een fotopolymeriseerbaar harsvat geprojecteerd. Structuren van (B) foto-initiator CQ, (C) mede-initiatiefnemer EDAB, en (D) fotoremmer o-Cl-HABI. (E) UV-zichtbare spectra van CQ (ononderbroken blauwe lijn) en o-Cl-HABI (gestippelde violette lijn) in tetrahydrofuran (THF). De UV- en blauwe golflengten die door het tweekleurige AM-systeem worden gebruikt, worden gemarkeerd door de violette en blauwe verticale balken, respectievelijk. (F) Massief blok M (links) en sleepboot [model gedetailleerd in (31)] (rechts) afgedrukt met behulp van het tweekleurige fotopolymerisatie/fotoinhibitie stereolithografiesysteem bij 500 en 375 mm/uur, respectievelijk. (G) De dikte van het polymerisatieremmingsvolume wordt beïnvloed door variërende intensiteitsverhoudingen van de invallende bestralingsgolflengten (IUV, 0/Iblauw, 0) en harsabsorptie (hUV). Credit: wetenschappelijke vooruitgang , doi:10.1126/sciadv.aau8723
Driedimensionaal (3D) printen, ook bekend als additieve fabricage (AM), kan een materiaal laag voor laag transformeren om een interessant object te bouwen. 3D-printen is geen nieuw concept, sinds de jaren 80 bestaan er stereolithografische printers. De wijdverbreide beschikbaarheid en kosteneffectiviteit van de technologie heeft een verscheidenheid aan moderne toepassingen in de biomedische technologie mogelijk gemaakt.
Het hedendaagse proces van laaggewijze additieve fabricage is niettemin traag en heeft invloed op de snelheid van objectfabricage voor objecten met geribbelde oppervlakken. Continu stereolithografisch printen kan de limieten overwinnen door de printsnelheden te verhogen om objecten met gladde oppervlakken te genereren. Nu aan het schrijven wetenschappelijke vooruitgang , Martin P. de Beer, Harry L. van der Laan en collega's demonstreren een nieuwe methode voor snelle en continue stereolithografische additieve fabricage (SLA) in één keer door de grondstof te koppelen aan twee golflengten van licht.
De materiaalwetenschappers ontwikkelden een methode met twee lichtbronnen; een om de hars te laten stollen en een ander ultraviolet licht om te voorkomen dat de hars tijdens de fabricage van het object uithardt op het apparaatvenster. Een zone zonder ongewenste stolling (remmingsvolumes) maakte een efficiënt gebruik van harsen mogelijk en verhoogde de snelheid van 3D-printen in een enkele belichting, in tegenstelling tot laagsgewijs, conventionele fabricage. Een verscheidenheid aan materialen, inclusief thermoplasten, polymeerharsen en anorganische poeders zijn gebruikt als media voor additieve fabricage (AM), met een verscheidenheid aan methoden, waaronder materiaalextrusie, tot poederbedfusie en bindmiddelstralen. Vooral, stereolithografische AM (SLA) was van belang in het onderzoek omdat het is gebaseerd op een verlichtingsbron met patronen om dwarsdoorsneden van een gewenste geometrie te genezen.
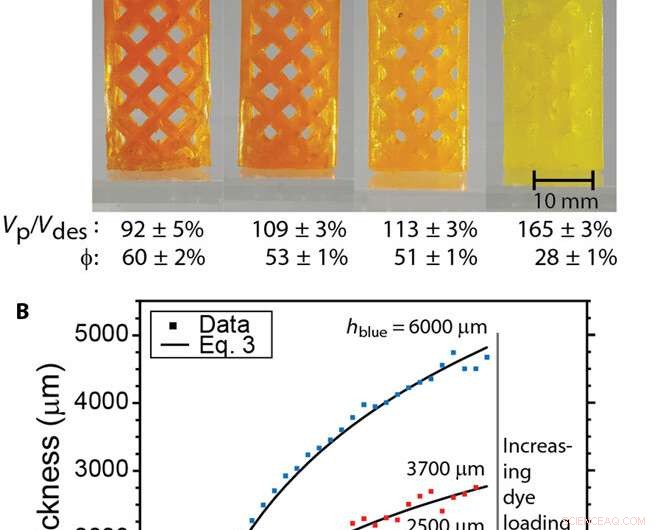
snel, continue AM met tweekleurige foto-initiatie en fotoinhibitie. (A) Argyle-modellen afgedrukt met fotoinhibitie om continu afdrukken mogelijk te maken, met het percentage leegte (φ) en het volume van het afgedrukte deel (Vp) ten opzichte van het ontworpen deel (Vdes) dat onder elk deel wordt getoond. De ontworpen leegte was φ =57%. (B) Uitgeharde dikte versus dosering van blauw licht voor vier op acrylaat gebaseerde harsformuleringen bereid met variërende blauwabsorberende kleurstof (Epolight 5675) ladingen. (C) maximale verticale afdruksnelheden die haalbaar zijn voor verschillende blauwe absorptiehoogten. Alle afdrukken werd gedaan met Iblue, 0 van 110 mW/cm2 en IUV, 0 van 130 mW/cm2, met een hUV van 125 m. Credit: wetenschappelijke vooruitgang , doi:10.1126/sciadv.aau8723
In de studie, de Beer en Laan et al. ontwikkelde een AM-systeem dat continu kon printen, bij relatief hoge lineaire snelheden om 3D-structuren te vormen in een enkele belichting. De experimentele opstelling omvatte een bouwkop omhoog getrokken uit een fotopolymeriseerbare hars en twee verlichtingsbronnen met optica die op verschillende golflengten werken (365 nm en 458 nm). In de proefopstelling is patroonverlichting ging van onderen door een transparant glazen raam en startte de harspolymerisatie.
Verlichting met een tweede golflengte remde het polymerisatieproces direct naast het glazen venster om continue werking mogelijk te maken door polymeeradhesie aan het glas te elimineren. De Beer et al. bereikte printsnelheden tot twee meter per uur met behulp van een proces dat compatibel is met een verscheidenheid aan harsen, waaronder acrylaten, methacrylaten en vinylethers. Door de lichtintensiteit per pixel te variëren, het systeem kan ook materiaaloppervlakpatronen maken in een enkele belichting van de laag, zonder het toneel te vertalen.
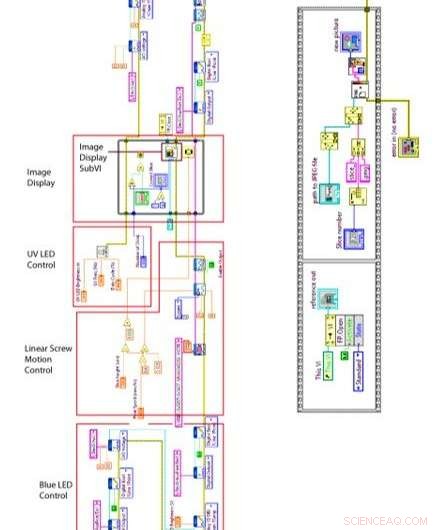
LabVIEW 2014 VI blokschema. (A) Het blokschema dat wordt gebruikt voor continu afdrukken. De blauwe en UV-LED-drivers, signaal generator, en beeldgeneratie werden tijdens het afdrukken met deze VI gecontroleerd. (B) De afbeeldingsweergave-sub-VI voor het projecteren van afbeeldingen. Credit: wetenschappelijke vooruitgang , doi:10.1126/sciadv.aau8723
Een uniek kenmerk van de experimenten ontwikkeld door de Beer et al., was het bereiken van volumetrische patronen met behulp van een meerkleurig systeem voor initiatie en remming van fotochemische polymerisatie. Voor fotopolymeriseerbare harsen, de wetenschappers gebruikten kamferchinon (CQ) en ethyl-4(dimethylamino)benzoaat (EDAB) als zichtbare foto-initiator en mede-initiator. Voor de fotoremmer gebruikten ze bis[2-(o-chloorfenyl)-4, 5-difenylimidazool] (o-Cl-HABI).
In het proces, één golflengte fotochemisch geactiveerde polymerisatie, terwijl een tweede golflengte die reactie remde na het vormen van de gewenste geometrie. Om de dikte van het polymerisatieremmingsvolume naast het venster van het apparaat te regelen, de wetenschappers varieerden de verhouding van lichtintensiteiten van de twee verlichtingsbronnen met behulp van aangepaste LabVIEW-software. Met opzet, polymerisatie kan daarom continu optreden boven het gebied voor het afdrukken van objecten, door schadelijke raamhechting te vermijden.

Golflengteselectieve foto-initiatie en fotoremming van radicaal-gemedieerde, ketengroei fotopolymerisatie. De onderzochte monomeren omvatten (A) bisfenol A-ethoxylaatdiacrylaat (BPAEDA; n =4), (B) triethyleenglycoldimethacrylaat (TEGDMA), (C) bisfenol A glycerolaat dimethacrylaat (bisGMA), (D) triethyleenglycoldivinylether (TEGDVE), en (E) N-(n-propyl)maleïmide (NPM). Alkeenomzetting versus tijd voor harsformuleringen (F) BPAEDA, (G) bisGMA/TEGDMA, en (H) TEGDVE/NPM (vinylether- en maleïmideconversies aangeduid met ononderbroken en onderbroken lijnen, respectievelijk) onder continue bestraling met uitsluitend 470 nm @ 100 mW/cm2 (zwarte lijn, vierkanten), 470 nm @ 100 mW/cm2 en 365 nm @ 30 mW/cm2, (rode lijn, cirkels), en 365 nm @ 30 mW/cm2 (blauwe lijn, diamanten). Credit: wetenschappelijke vooruitgang , doi:10.1126/sciadv.aau8723
De wetenschappers gebruikten DesignSpark Mechanical 2.0 of Autodesk Fusion 360 om modellen te ontwerpen voor 3D-printen en exporteerden ze als STL-bestanden (bestandsindeling gemaakt in 3D-systemen). Om beeldsegmenten te maken van de STL-bestanden, ze gebruikten de slice-functie in Autodesk Netfabb 2017. Tijdens het printen, ze toonden de beeldplakken tegelijkertijd terwijl ze de bouwkop bewogen met behulp van LabVIEW VI. De maximale printsnelheid voor continue snelheid en continu printen was afhankelijk van de intensiteit van de initiërende en remmende golflengte en de hoeveelheid energie die nodig is om de hars uit te harden, zoals afgeleid in de studie. Als een proof-of-principle, de Beer et al. geprinte onderdelen met snelheden van ongeveer 2 m/uur om argyle-structuren te creëren. Nadien, de wetenschappers spoelden de gedrukte delen in isopropanol om niet-uitgeharde hars te verwijderen.
Om de 3D-producten te karakteriseren, de Beer et al, gebruikte een gaspyknometer om het volume van de 3D-geprinte onderdelen te meten. Tijdens de experimenten, de wetenschappers plaatsten een monstermassa in een cilindrische monstercel, die daarna met heliumgas onder druk werd gezet. Door vervolgens de druk los te laten, ze waren in staat om het volume van heliumgas uit te breiden, die omgezet in het volume van het monster. De wetenschappers voerden op dezelfde manier experimenten uit om de gelfractie te bepalen van monsters die zijn bereid via snel en continu 3D-printen.
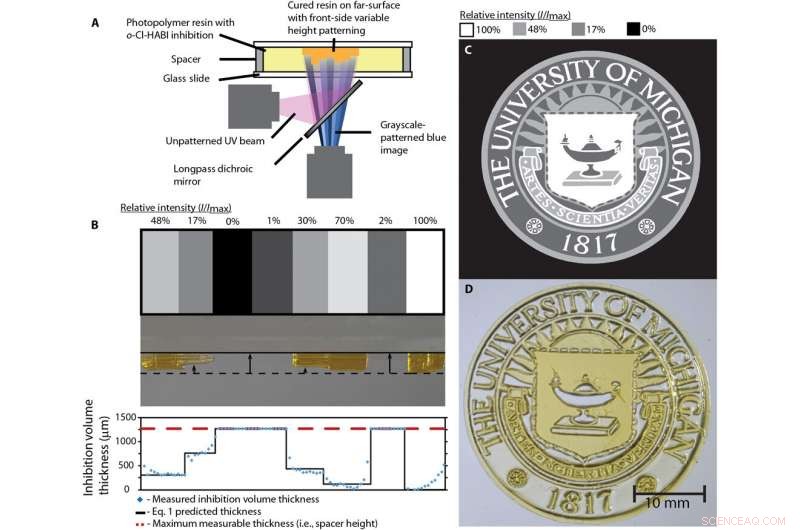
Tweekleurige foto-initiatie en fotoinhibitie maken controleerbare, far-surface patronen van complexe 3D-structuren. (A) Setup gebruikt voor afdrukken met intensiteitpatroon. (B) Gebruik van afbeeldingen met variabele intensiteit maakt pixelgewijze aanpassing van IUV mogelijk, 0/Iblauw, 0, het produceren van variatie in remmingshoogte en, daarom, topografie van het afgedrukte deel. (C) intensiteitsbeeld op vier niveaus van het zegel van de Universiteit van Michigan. (D) Variabel diktedeel geproduceerd door een blootstelling met een enkele intensiteitspatroon. Credit: wetenschappelijke vooruitgang , doi:10.1126/sciadv.aau8723
In het fabricagesysteem de Beer et al. controleerden de diepte tot waar het licht doordrong en hardden uiteindelijk de hars uit door de blauwe absorptie van de hars te regelen, die in het onderzoek is afgeleid. Het proces van foto-initiatie en fotoinhibitie beschreven in de studie was overdraagbaar naar een verscheidenheid aan monomeerklassen voor gebruik in de opstelling. De technieken en resultaten die in het onderzoek zijn waargenomen, zijn momenteel onbereikbaar met hedendaagse methoden. Eerdere studies konden alleen tweekleurenbestraling bereiken voor subdiffractie en direct-write-fotolithografie met behulp van verschillende foto-initiator- en remmersystemen, aan degenen die op dit moment gedetailleerd zijn.
In aanvulling, de Beer en Laan gebruikten bestraling met variabele intensiteit om in één stap uitgeharde materialen met ingewikkelde topografische kenmerken van het oppervlak te produceren. Dit maakte een snelle generatie van gepersonaliseerde producten mogelijk, terwijl de veelvoudige en tijdrovende stappen die typisch worden gebruikt in microfabricage worden geëlimineerd. Op deze manier, de toepassing van multigolflengtesystemen op SLA die in de studie werd aangetoond, vormt een nieuwe richting in de door licht ondersteunde productie van additieven. Naast volumetrische polymerisatiecontrole die in de context wordt beschreven, de wetenschappers stellen zich voor dat het tweekleurensysteem een snelle fabricage van onderdelen met gelokaliseerde variaties van materialen en chemische eigenschappen in een enkele stap mogelijk maakt.
© 2019 Wetenschap X Netwerk
 Synthesemethode vergroot materiële mogelijkheden
Synthesemethode vergroot materiële mogelijkheden- Wetenschappers verbeteren kleur en textuur van kweekvlees
- De derde generatie bioplastics ontdekken
- Kan jong bloed langer geheimen bewaren, gezonder leven?
- Datawetenschap helpt ingenieurs bij het ontdekken van nieuwe materialen voor zonnecellen en leds
- Het oceanische plateau van Kerguelen werpt licht op de vorming van continenten
- Media, non-profitorganisaties die klimaatverandering in kaart brengen, beïnvloedt hoe mensen over problemen denken, onderzoeken tonen aan
- Waarom sluipwespen
- Wat is het belangrijkste idee van overproductie bij natuurlijke selectie?
- As van vulkanen uit het dinosaurustijdperk verbonden met schalieolie, gas-
Hoofdlijnen
- Schapen kunnen menselijke gezichten van foto's herkennen
- Wat is het Missyplicity-project?
- Hoe werkt ureum denatureiwitten?
- Hoe Body Dysmorphic Disorder werkt
- Onderzoekers ontdekken dat twee verschillende ecologische mechanismen veerkracht kunnen bieden tegen invasieve soorten
- Vliegtuigbrandstof uit suikerriet een realistisch vooruitzicht
- Zijn voedingsmiddelen gemaakt met behulp van biotechnologie veilig om te eten?
- Door te bezuinigen op milieu-uitgaven, de overheid snijdt kansen
- Een nieuwe strategie die door Helicobacter pylori wordt gebruikt om mitochondriën aan te pakken
- Professor werkt aan het maximaliseren van de efficiëntie van zonne-lichtbuizen

- Magnetische gegevensopslag en logica combineren

- All-nitride supergeleidende qubit gemaakt op een siliciumsubstraat
- Wat is de theorie van alles waar wetenschappers over praten?

- De grootste neutrinodetectoren ter wereld maken


 NASA-satelliet toont tyfoon Mitags groot bereik boven Oost-Chinese Zee
NASA-satelliet toont tyfoon Mitags groot bereik boven Oost-Chinese Zee- Veelzijdige ontwerpoptimalisatie voor superomnifobe oppervlakken
- Methode kan SARS-CoV-2-tests in verschillende rioleringssystemen verbeteren
- Onderzoek zal stedenbouwkundigen helpen bij het prioriteren van fietspaden
- Fotonische meta-oppervlakken bieden een nieuwe speeltuin voor twistronics
- China stuurt laaggeplaatste functionaris naar veiligheidsconferentie
- Onderzoek toont belang aan van dieren in het wild bij het bestrijden van teken
- Energie opwekken uit lichtschommelingen
- Elektronica
- Biologie
- Zonsverduistering
- Wiskunde
- French | Italian | Spanish | Portuguese | Swedish | German | Dutch | Danish | Norway |

-
Wetenschap © https://nl.scienceaq.com
